从材料秘方到生产工艺:BOP软管制造全过程”
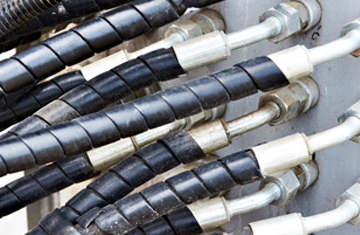
BOP软管在工业领域发挥着至关重要的作用,广泛应用于石油、化工、食品等行业,担负起运送各种流体的关键任务。把握BOP软管从材料秘方到生产过程的整个生产过程,确保其质量和性能,达到不同领域的规定至关重要。
### 材料秘方
BOP软管的特性在很大程度上取决于其材料秘方。高性能聚合物,如聚乙烯,一般用于基本材料,如聚乙烯(PE)、聚丙稀(PP)等。这类高聚物具有较好的耐化学性、耐腐蚀性和柔韧度,为软管增添了基本的使用性能确保。
在高聚物前提下,应添加各种添加物来优化软管的特性。比如,加上抗氧剂能够防止材料在长期使用过程中因氧化而衰老,提升软管的使用期;光稳定剂能有效抵御紫外线损伤,使软管在室外环境中长期保持特性;粘合剂的适用能够进一步提高软管的灵活性,使之更容易弯折及安装。
此外,为了实现食品行业严苛卫生制度等特殊行业的需求,材料配方中会选择符合食品接触测试标准的添加物,保证软管不会对运输的食材造成污染。在化工行业,针对不同化学物质运送,解决材料秘方开展独特调节,保证软管具有一定的耐化学腐蚀性。
### 原料准备
确定材料秘方后,进到原材料准备阶段。 先,大家需要买高质量基本高聚物和各种添加物,以保证原材料的品质合乎生产要求。原材料进到生产线前,应逐级检验检测,查验聚合物熔体流速、密度等数据,剖析添加剂的纯度和相关成分。
合格的原材料将按精确的配方比开展秤重和混合。这一过程务必非常准确,全部微小的误差都可能影响 后软管的特性。混和通常在特殊错误材料设备中开展,各种原料可以根据高速搅拌充足均匀的混合在一起,形成稳定的混和材料。
### 挤出成型
混和原料进到挤出机,慢慢挤出成型过程。挤出机是BOP软管制造的核心设备之一。它通过丝杆的旋转向前推进混合物,并在此过程中加热和熔融混合物。在高温高压的作用下,混合物逐渐变成强流通性溶液,从挤出机管道中挤压,造成软管的基本外型。
挤出机温度、压力螺杆转速等数据对软管质量有关键伤害。温度太高可能造成材料融解,危害软管的使用性能;低温会让材料熔融不全面,造成软管表面不光滑,强度不足。压力螺杆转速操纵也应依据原塑料特性和生产要求进行准确调节,以保证挤压软管具备均匀薄厚和稳定的规格。
### 冷却定型
挤出机管挤出的软管处在高温柔软情况,必须立即制冷成形,才能获得平稳的形状和使用性能。致冷一般采用水冷或风冷的方式。水冷却速度快,可让软管快速冷却,提高效率,但可能造成软管表面造成水迹。风冷相对温和,可让软管表面更为光洁,但致冷速度较慢。
在冷却环节中,务必严格把控冷却介质的温度和流量,以保证软管致冷匀称。致冷不匀可能造成软管变型,关掉不匀,危害其外观和尺寸精度。致冷软管根据牵引装置以稳定速度往前运送,进入下一个生产环节。
### 印刷与标示
为了方便识别运用,BOP软管往往需要印刷和标识。印刷内容可包括软管的规格、型号、生产批次、说明书、品牌标识等信息。印刷工艺一般采用凹印或柔印,可确保印刷质量、图案清楚、色彩艳丽、粘合力好。
在印刷过程中,应依据软管的材料和表面特性选择合适的油墨,保证油墨能坚固粘附在软管表面,并针对不同情况下的抗老化和耐化学性。印刷软管应干躁,以去除油墨里的溶剂,使之充足干燥和牢固。
### 质量检验
质量检验扎根于BOP软管制造的全流程,在生产的各个环节都有严格的检测过程。在原材料阶段,检验原材料品质;挤压加工后,查验软管的规格、薄厚和外观;印刷后,查验印刷质量和标志内容的准确性。
后品质检验更全面,软管使用性能检测,如抗压强度、抗压强度、爆破压力等,保证软管能满足实际使用中的强度压力规定。同时,还将进行化学性能检测,如耐化学腐蚀性、耐老化性等,以评估各种环境条件下软管的稳定。唯有通过全部质量检验的软管方可进入包装环节,并流向市场。
### 包装与存储
合格的BOP软管将采取质量测试进行包装。包装的目的是保护软管在运输和储存环节中不受损坏,方便携带和标识。常见的包装方法有塑料膜包装、纸箱包装等。软管的规格、数量、生产日期等信息将标识在包装上,方便管理和复杂。
贮存环境对BOP软管的品质也有一定的影响。软管应储存在干燥、通风良好的仓库里,以避免阳光直射和潮湿环境。贮存温度应控制在适度的范围内,以避免材料因温度过高或过低而出现特性转变。依据正确储存方法,BOP软管的保质期可延长,以确保其在使用中保持良好特性。
一般来说,BOP软管的生产是一个复杂而严格过程。从精心安排材料秘方到严格把控生产工艺,每一个环节都对 终产品质量和特性产生重要影响。仅有严格执行全部生产流程,才能制造出高品质、可靠的BOP软管,达到不同领域的多样化需求。